


В процессе изготовления штамповок и поковок могут возникать следующие виды брака:
— от исходного материала — волосовины (тонкие трещины, которые не просматриваются «до дна»), риски (полностью просматривающиеся открытые царапины), расслоения, заусеницы и шлаковые включения, несоответствие марки или химического состава стали;
— при резке заготовок — косой или грубый срез, торцовые трещины, заусенцы и искривление концевой части заготовки, несоответствие заготовки по ее длине;
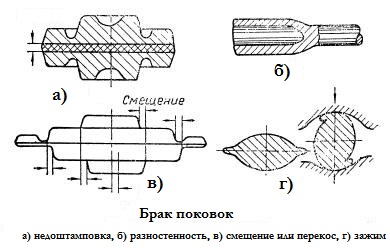
— при нагревании заготовок — пережог, перегрев или окалина; при штамповке — недоштамповка, вмятины, «неполная» фигура, зажим, кривизна, перекос, заусенцы, отклонение по длине;
— при термической обработке поковок — низкая или повышенная твердость, закалочные трещины, плохая обрабатываемость режущими инструментами;
— при очистке окалины — остаточная окалина, забоины, чернота, вмятины.
Методы исправления дефектных поковок и штамповок
Заусенцы, волосовины и зажимы затачивают специальным наждачным кругом, либо вырубают зубилом. Заготовки, которые недоштампованы проходят обработку в механических цехах с предварительной обдиркой.
Перекос может быть исправлен с помощью перештамповки, при условии точной установки бабы в направляющих. Важно, чтоб это было сделано в штампе с замками, иначе дефект будет неисправим.
Несущественный перекос поковки можно устранить выравниванием базовых мест. Кривизна исправляется с помощью правки в штампе или вручную с подгонкой по контрольному приспособлению.
Придать поковкам необходимую твердость и вязкость способна повторная термическая обработка. Пережог, закалочные и торцовые трещины, расслоение, частичное заполнение фигуры относятся к окончательному браку и не подлежат исправлению.
Контроль выполнения режимов термической обработки, осуществятся с помощью пирометров, которыми оборудованы термические печи. Также для этого функционируют электрические часы и механизмами для автоматического толкания поддонов. В журнале использования термических печей, ведется запись загружаемых изделий и режимов их обработки.
 Опубліковано в рубриці
Опубліковано в рубриці  Мітки:
Мітки: 







